 |
| |
|
| |
 |
| |
|
| |
| |
*追加説明
1)加工精度の飛躍的な向上
XY軸を対称移動させることによる高度の停
止性により
穴明精度及び生産性の向上が可能
|
|
|
2)構造物の最適設計
各種シミュレーションにより、対称移動に
最適な構造、低振動化を実現
3)加工精度 8um実現
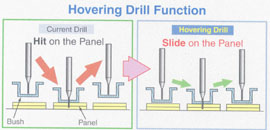
4)Hover Drill Function
小径加工時のZ軸ストロークを最適にするこ
とにより,
15~20%の生産性向上がはかれる
|
|
|
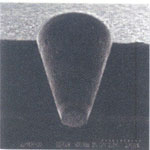
5)高精度基板 穴加工例

-主軸回転数:330k
-穴径:0.08mm
-条件:t0.1mmx4枚
|
|
6)高精度ブラインドホール機能
加工穴深さ精度 許容値:±15um
|
7)新型 多機能CNC H.MARK-50D

加工状況画面
|

工具条件
|

プログラム設定
|
|
|
|
|
|
*仕 様
|
|
| 型 式 |
Unit |
ND-6T210E |
| 主軸本数 |
- |
6 |
- |
- |
- |
| 主軸間隔 |
mm |
538 |
- |
- |
- |
| 加工エリア |
mm |
533 x 690 |
- |
- |
- |
| ADC本数 |
Tool/Axis |
1050
*1 |
300
*4 |
300 |
300
*4 |
| XY軸 早送り速度 |
m/min |
60 |
- |
- |
- |
| Z軸 送り速度 |
m/min |
0.101~12.7 |
- |
- |
- |
| Z軸 上昇速度 |
m/min |
50 |
- |
- |
- |
| XY軸 位置決め精度 |
mm |
±0.004 |
- |
- |
- |
| Spindle型式 |
- |
UH33AL |
H927AL |
H920BL |
H916CL |
| スピンドル回転数 |
min-¹ |
30,000~330,000 |
20,000~270,000 |
20,000~200,000 |
20,000~160,000 |
| 加工穴位置精度 |
mm |
±0.008
*2 |
- |
- |
- |
| 使用Bit径 |
mm(Max) |
Ø4.0
(Ø2.0shank)
*3 |
Ø4.0
(Ø3.175shank) |
Ø6.35
(Ø3.175shank) |
Ø6.35
(Ø3.175shank) |
| CNC装置 |
- |
H·MARK-50D(Windows XP) |
| 電源電圧及び容量 |
- |
3相200V ±20V 50/60Hz |
| KVA |
18 |
- |
- |
- |
| エア圧及び容量 |
KPA |
590~690 |
700~740 |
590~690 |
700~740 |
| ℓ/min |
900 |
- |
- |
- |
| QIC |
type |
3 position |
3 position |
2or3 position |
2or3 position |
|
*1 Hitachi標準はØ1.6mm以下はリングレス200本カセット、
Ø1.6mmを超える径は50本カセットとなります。
*2 Hitachi標準条件
*3 Ø1.6mmを超える径のBitを使用される場合は、ステップ加工を用いて穴明け加工を行う必要があります。
*4 Ø3.0mmより径が大きなドリルはシンニング付きドリルを使用して下さい。
|
|
|
| *Standard Specifications |
*Optionals |
Pin clamp system
Hovering drill function
Ø0.1mm BDD(Broken Drill bit Detector)
Automatic drill stroke adjustment
Quick Insert Changer(QIC, 2or3 position)
Drill bit diameter check(Drill analyzer) |
H920BL, H927AL, UH33AL Spindle
Drill bit diameter check(Type2)
Tool height compensation
Ø0.075mm BDD(Broken Drill bit Detector)
Air dryer filter unit
Stand-alone vacuum system |
|
| |




